Heating
Localized light-based energy
LEAM applies energy near the deposition interface so the previous layer can be brought closer to a bondable state before the incoming bead arrives. The intent is targeted heated-interface-zone control, not general chamber heating or complete cell supply.
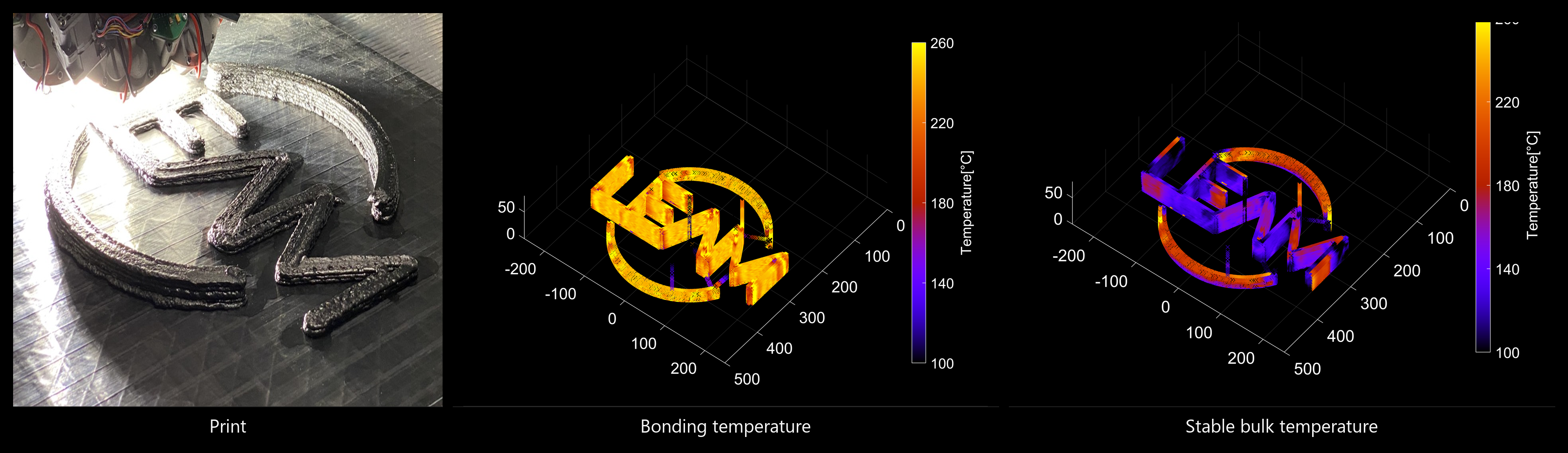
Sensing
Feedback and process data
Thermal sensing, machine communication, and process logging make the process more observable. Real-time process data gives teams visibility into when heat is added, what the part retains, and which settings produced the final build record for process QA.
Cooling
When retained heat limits the window
Short paths, thick walls, or high material volume can retain too much heat. In those cases, process cooling can become part of the control strategy to reduce waiting time or geometry risk.
Material
Absorption, color, transparency, pigment, and fiber
The useful operating window depends on material absorption, optical coupling, geometry, process speed, and the target process window. If color or transparency is a requirement, it should be checked early.
Scale
Throughput, wall thickness, layer time, and part size
The thermal window changes with bead size, wall thickness, print speed, layer time, material flow, and total part size. A strong evaluation starts with the actual process limits.
Integration
Machine and end-effector access
End-effector clearance, tool-path geometry, controller access, and available process signals determine how the thermal-control layer can be integrated into an existing platform.
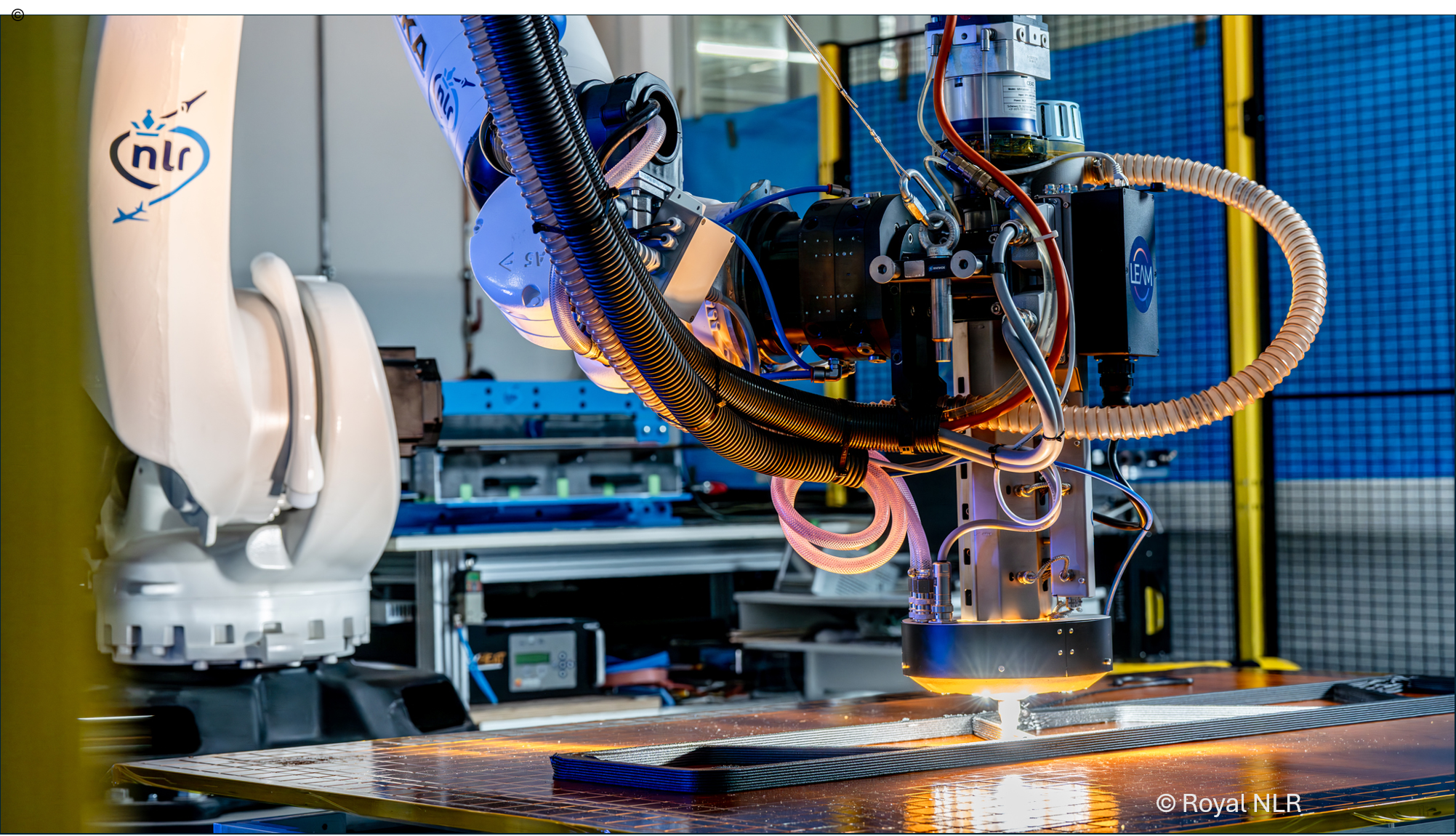
External reference
NLR video: temperature control on an upgraded large-format AM system.
In a public NXTGEN HIGHTECH video, NLR shows a DEMEX-upgraded large-format extrusion AM setup for high-performance thermoplastics. The video shows deposition-interface temperature control, active heating and cooling, process data, and repeatable processing conditions on an industrial LFAM platform.
The video opens on YouTube in a new tab; no YouTube player is loaded on this page.