Put energy near the deposition interface.
Localized heating supports the material that must bond to the incoming bead, especially when layer time or geometry cools the interface too far.
Localized thermal control for extrusion AM
LEAM adds localized thermal process control at the deposition interface so teams can support interlayer bonding while managing retained heat, geometry, and repeatability.
Strength context
Strength figures: SAMPE Europe 2025 paper, NLR and LEAM co-authorship, "Effect of Interlayer Temperature Control on Interlayer Strength for LFAM of High Performance Thermoplastics." Tested LMPAEK conditions, not a universal part-performance guarantee.
Problem
Long layer times can leave the previous bead too cold for strong interlayer bonding. Short paths, thick walls, and high material flow can do the opposite, accumulating heat until slumping, sagging, distortion, or unstable geometry limits production.
That balance is difficult to predict because it changes with geometry, bead size, layer time, material flow, and ambient conditions. When the process window is not visible, industrial applications become harder to qualify and scale.
Most teams respond with print-speed changes, pauses, chamber heat, or manual temperature tuning. Those workarounds can help, but they make process repeatability harder to document and scale.
Method
LEAM targets the deposition interface instead of relying only on global thermal conditions. The system combines localized heating, sensing, machine feedback, and process logging so operators can make the thermal process window more observable.
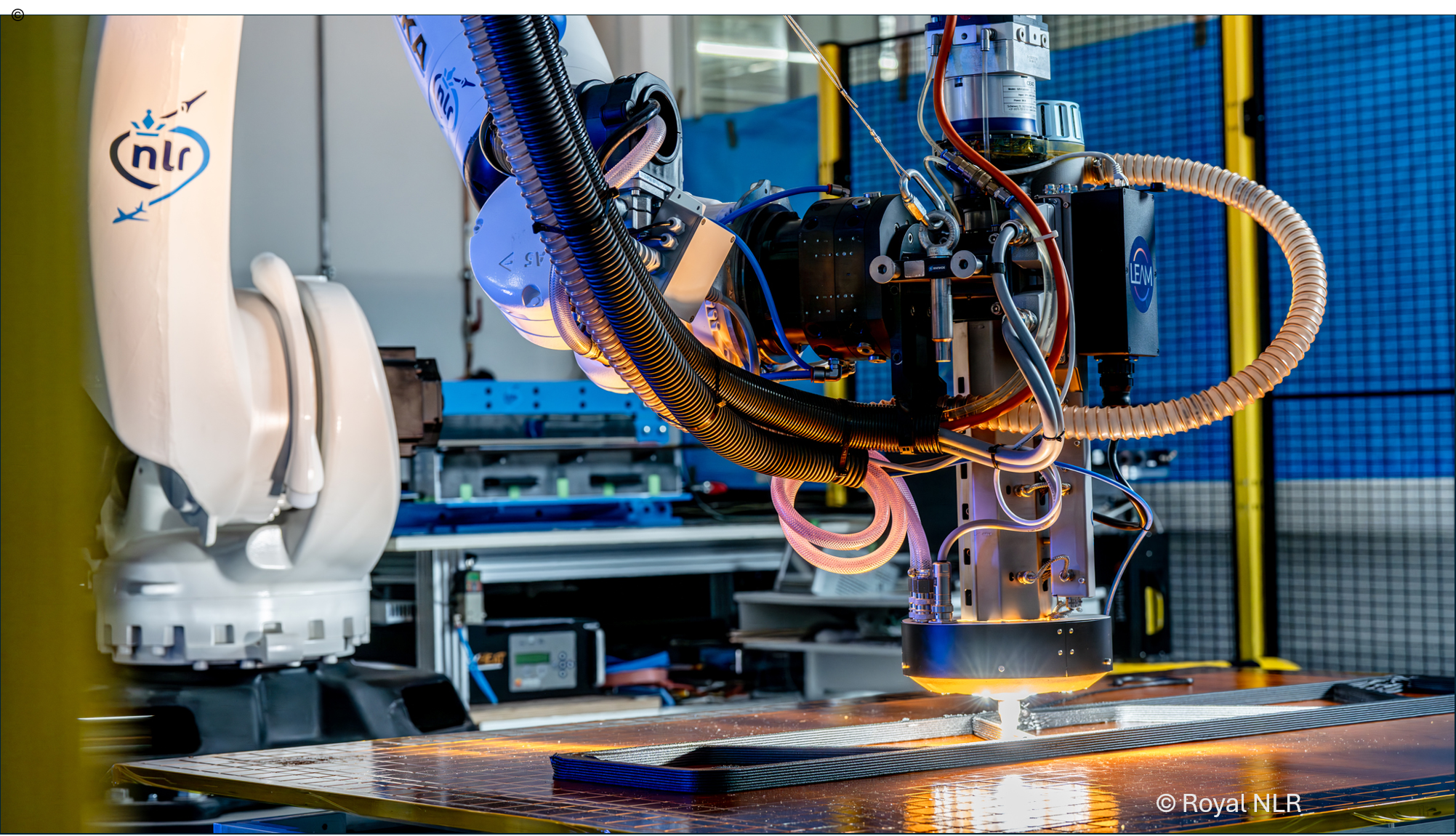
Localized heating supports the material that must bond to the incoming bead, especially when layer time or geometry cools the interface too far.
Broader part temperature still matters. LEAM helps teams manage the balance between adhesion, heat accumulation, and stable geometry.
Temperature feedback and process data give technical teams a clearer basis for tuning, review, and qualification discussions.

DEMEX system
DEMEX provides the field-installable hardware layer around the printer, robot, pilot cell, or production workflow: cabinet, end effector, routing hardware, cooling interfaces, installation support, and machine integration.
Applications
LEAM is most relevant where large-format 3D printing is limited by weak layer bonding, heat accumulation, slumping, distortion, or difficult repeatability. Start from the part, material, process window, and target outcome.

Large structures, long tool paths, and maritime application development where thermal stability constrains the process.
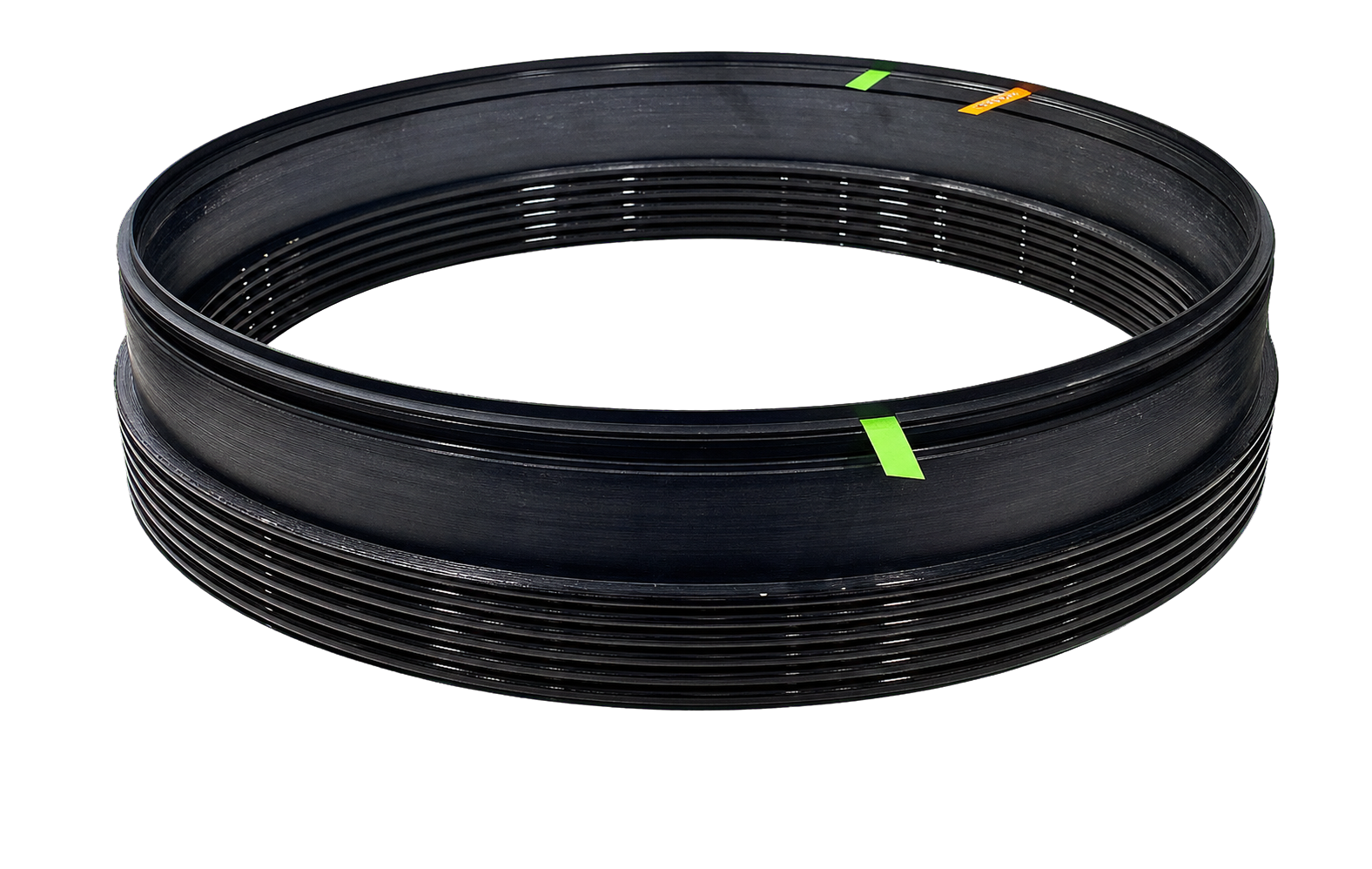
Large polymer components, seals, rings, and thick-wall geometries that need application-specific material and access checks.
Large-format tooling, plugs, molds, fixtures, and production aids where bonding, geometry, and repeatability matter.
End-use part development and composite overprinting where process data, repeatability, and controlled thermal history support evaluation.
Relevant for inventory reduction and replacement parts when injection-molding-grade materials and comparable performance targets can be evaluated for a specific component.
Relevant where repeatability and productivity must hold under changing ambient, cell, or production conditions.
Application fit check
The fit checker helps summarize process type, print path, material constraints, symptoms, throughput, wall thickness, speed, target outcome, and timeline. It stores nothing on the server.
Use the generated summary in an email or paste it into the booking notes for a technical fit call.
Support network
LEAM has been supported by public startup funding, incubation programs, venture-building networks, awards, and engineering-software programs as the technology moved from research toward industrial application work.
Resources
You can keep reading, run the fit checker, or contact us directly. No complete specification is needed to start a conversation.
Contact
You do not need a complete specification to start. Share whatever you already know about the machine, material, part, or production constraint, and we can work through the rest together.