Measure the interface, not only the machine setting
Nozzle temperature and chamber temperature do not fully describe the thermal state where the next bead has to bond.
Thermal process window
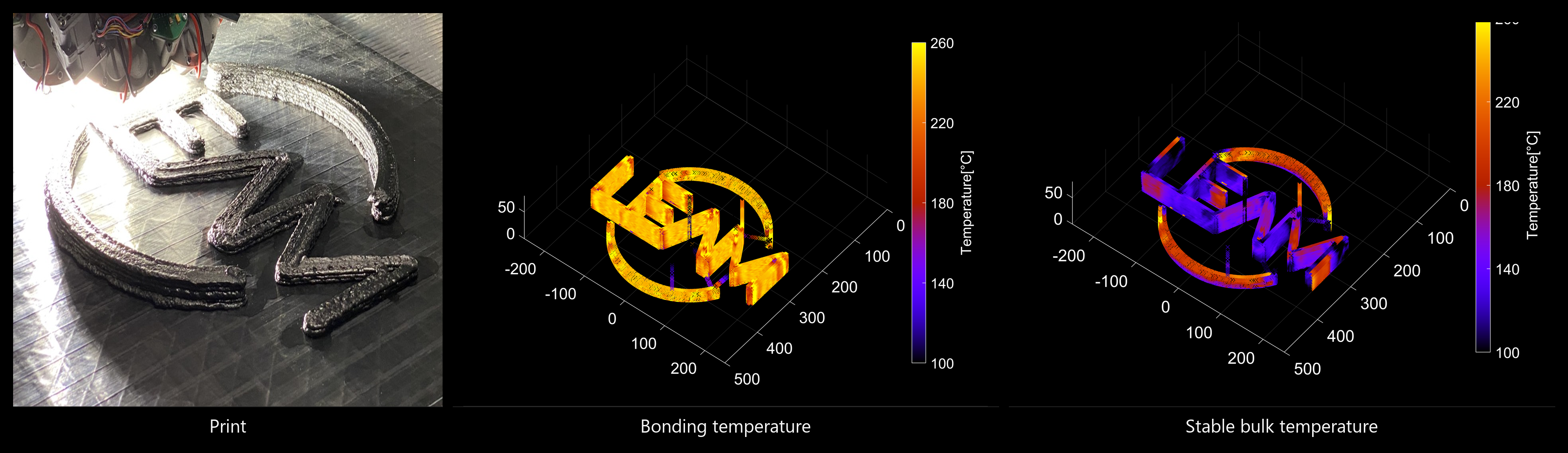
The useful LFAM window is narrow: the deposition interface must be hot enough for interlayer bonding while the broader part stays stable enough to hold geometry.
Mechanism
A layer can be too cold to bond after a long travel path, or too hot to stay stable after repeated short paths and high material flow. The same part can contain both problems.
Localized thermal process control targets the deposition interface with heating, monitors thermal behavior, and can use cooling when retained heat becomes the limiting factor.
For full welding, process teams typically need interface temperatures close to or above the material's melting temperature. At those temperatures the surrounding bulk is not yet dimensionally stable, so localized heating, cooling, and process data help users push toward higher-performance bonding conditions while actively managing part stability.
Nozzle temperature and chamber temperature do not fully describe the thermal state where the next bead has to bond.
Targeted heating can bring the previous layer closer to a bondable state without treating the complete part as one uniform temperature problem.
For thick sections or short paths, cooling can support dimensional stability and reduce waiting time while preserving process visibility.
Material example
In a fiber-reinforced PA6 process-window example, the target deposition-interface temperature is >220 °C. The illustrated case shows about 240 °C at the interface while the substrate stays below 160 °C, already inside the crystallization range.
LEAM's localized heating and cooling make those conditions achievable simultaneously: hot enough at the interface to support bonding conditions, while the surrounding material is controlled for part stability.
Related resources
The same process window explains weak bonding, heat accumulation, slumping, distortion, and repeatability limits.